Polimer sektöründe ana plastik malzemeye karıştırılmak üzere hazırlanmış konsantre ürünler masterbatch adı altında tanımlanmaktadır. Genel bir tanımlamadır ve bu yüzdende bazen sektörel uygulama sırasında faklı anlamlarda ve bazen de yanlış kullanılmaktadır. Plastik sektöründe işleme sırasında sık sık ürün özelliklerinin beklentiler doğrultusunda değiştirilmesi ihtiyacı vardır. Bu amaçla malzemenin işlenmesi sırasında bir çok faklı özellikteki kimyasal yapılar katılarak üründen istenen özelliklerin karşılanması amaçlanır.
Uygulamaya bağlı olarak bazen kozmetik bir görüntü elde etmek, bazen mekanik, termal veya yanmazlık özelliklerinin geliştirilmesi ve bazen de maliyet dengelemek amaçlı olabilir. Bu amaçla geliştirilmiş bir çok ürün bulunmaktadır. Ancak ne yazık ki bu ürünlerin çok büyük bir kısmı toz haldedir. Bu tamamen onların üretim süreçleri sonucunda meydana gelen bir durumdur. Bu durum sebebiyle işletmede direkt katılmaları oldukça zordur. Kompound ürün imalatçıları genelde çalışmalarını bir formül şeklinde yaptıkları için bunları rahatlıkla kullanabilirler. Ancak endüstriyel nihai ürün imalatçılarının bu toz ürünleri kullanmaları ve kullanmış olsalar dahi yeterince dağıtarak istenen performansı yakalamaları çok zordu. Sonuçta toz haldeki ürünlerin eklenmesi ve karıştırılabilmeleri için özel besleme ve dağıtma ekipmanlarına ihtiyaç vardır. İşte bu yüzden sektörel kullanımları kolaylaştırmak üzere masterbatch dediğimiz konsantre ürünler hazırlanarak granül halde kullanıma hazır olarak sunulur.
Masterbatch imalatı kompound imalatı ile aynı özellikleri gösteriyor olmakla birlikte, kompound ürünler her türlü katkının belli bir formül de kullanıldığı ve nihai ürün imalatında direkt kullanılan karışımlardır. Ancak masterbachler, nihai ürün imalatında mevcut hammaddeye belli oranlarda karıştırılarak kullanılırlar.Bazen masterbatch yerine sadece batch ifadeside kullanılmaktadır.
Masterbatch üretimi 3 ana grup şeklinde ifade edilir:
1-Renk masterbatchleri
2-Katkı masterbatchleri
3-Dolgu masterbatchleri
Renk Masterbatchleri:Bu grup, yapılarında yüksek oradan pigment ve katkılar içeren granül tanecikleridir. Daha sonraki proseslerde örneğin, enjeksiyon, film, elyaf proseslerinde, ana hammaddeye belli oranda katılarak istenen renkte ürün elde etmek üzere kullanılan masterbach grubudur.

Aslında masterbatch kavramı daha çok grubu ifade etmek üzere kullanılır. Renk masterbatchleri genelde iki aşamalı olarak üretilir. Önce tek bir pigment kullanılarak mono dediğiniz üretim geçekleştirilir. Mono üretimi aşamasında performans için gereken katkılar, kaydırıcılar, dispersiyon ajanları ve proses ajanları karıştırılmış olur. Daha sonra bu monolardan belli bir formüle göre uygun oranlarda yeni bir karışım ile yeni bir proses gerçekleştirilir ve müşterinin istemiş olduğu renkteki masterbatch hazırlanır. Renklendirici olarak kullanılan piğmentleri kendi içinde organik, inorganik veya özel etki piğmentleri şeklinde ayırmak gerekir. Çünkü bu 3 grubunda özellikleri birbirinde farklıdır ve hem proses ve hem de nihai kullanım özellikleri ile birbirlerinden ayrılırlar.
Aşağıdaki tablo, masterbatch imalatında kullanılan organik ve inorganik pigment gruplarının birbiri ile karşılaştırmasını yapmak açısında yararlı olacaktır.
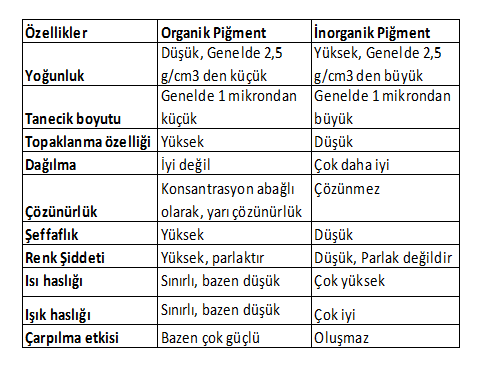
Renk masterbatch üretiminde ister organik pigment kullanılmış olsun isterse inorganik, pigmentlerden beklenen genel özellikleri şu şekilde sıralayabiliriz:
Yüksek örtücülük
Çok iyi dağılabilme
Yüksek ısı stabilitesi
Güçlü renk şiddeti
Yüksek haslık ( ışık/iklim)
Migrasyon yapmaması
Çarpılma yapmaması
Zehirli olmaması
Sağlık ve çevresel unsurları dikkate aldığımızda, bazı piğmentler oldukça zararlıdır ve bunların kullanımı yasaklanmıştır. Bu piğmentler ağır metal dediğimiz, kurşun, civa, krom ve kadmiyum esaslı yapılardır. (Sırasıyla, Pb, Hg, Cr, Cd)
Aşağıdaki proses akışı, masterbatch üretiminde müşteri renginin monolar ile üretilmesinde takip edilen iş akışını göstermektedir.
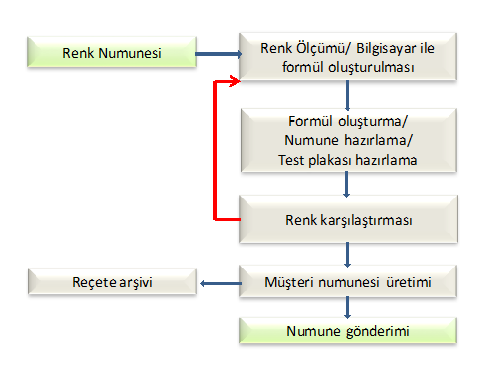
Bu üretim akışında en önemli kısım renk uygunluğuna karar verme aşamasıdır. Renkler arası uygunluk ve benzerlik algısı bireyseldir yani kişiden kişiye değişmektedir. İşte bu değişkenliğin ortadan kaldırılması için özel yazımlar geliştirilmiştir ve bu gün nihai karar aşamasında bu yazılımlardan faydalanılmaktadır. Yazılımlar ne kadar başarılı olursa olsun, çalışmayı yapan personelin tecrübesi ve renk algısı gerçek rengin yakalamasında oldukça önemlidir.
Katkı Masterbatcleri: Bunlar yapılarında yüksek oranda katkı barındıran ki bu oran % 10 ile % 60 arasında olabilir, çok farklı uygulamalarda kullanım kolaylığı sağlayan masterbatch grubudur. Plastik malzemeler işlenirken veya işleme sonrası kullanım koşulları sebebiyle oluşacak zararlı etkileri gidermek ve plastiğin zayıf yönlerini geliştirmek için kullanılırlar. Katkılar genelde toz halinde oldukları için, granül formda hammadde kullanılan enjeksiyon, film, şişirme, boru ve profil ekstrüzyonu proseslerinde toz katkıların kullanımı zordur. Hazırlanan katkı masterbatchleri sayesinde bu kullanım zorluğu ortadan kaldırılmış ve işletme için çok daha temiz ve hızlı bir üretim imkanı sağlanmış olur.
En yaygın olarak kullanılan ve üretilen katkı masterbatchleri aşağıdaki şekildedir:
Antioksidantmasterbatchler
Antistatikmasterbatchleri
Antiblokmastertbatchleri
Antifogmasterbatchleri
Slip masterbatchler
UV masterbatchler
FR masterbatchler
Dolgu masterbatchleri: İçerisinde çok yüksek orada ki bu oran % 50 ve üzerinde olabilir, dolgu barındıran masterbatchlerdir. Çoğunlukla dolgu masterbatchlerinin kullanımı ile üretimde hammadde maliyetlerinin düşürülmesi amaçlanmaktadır. Bazı durumlarda stifliği artırmak, çekme oranını düşürmek veya nihai üründe yüzey özelliklerini geliştirmek amaçlı da kullanılırlar. Bu amaçla en çok kullanılan katkılar kalsit ve talktır. Kalsit, bu grupta kullanılan en ucuz dolgu malzemesidir. Ülkemizde oldukça yaygın olan kaynakları ile başta film sektörü olmak üzer çok yaygın olarak kullanılır. Tanecik boyutu ve yüzey özellikleri oldukça önemlidir. Özellikle karışım sırasında polimermatriks içinde dağılım ve tutunmayı artırmak için kaplı türleri tercih edilmektedir.
ÜRETİM SÜREÇLERİ
Genel üretim sürecini ele aldığımızda (eritme-karıştırma-soğutma), çok basit bir yaklaşımla, katılan bütün boya, katkı ve dolguların plastik matriksi içinde uygun şekilde karıştırılmış olması gerekmektedir. Ancak bu sanıldığı kadar basit değildir. Çünkü burada kullanılan hemen hemen bütün katılanlar mikron veya mikron altı ölçekteki taneciklerdir. Mükemmel bir karışım elde edilmesi elbette ki kullanılan karıştırma prosesinin etkinliğine bağlıdır. Bu etkinlikte sonuçta elde edilen ürünün performansı ile ölçülür.
Karıştırma mekanizmalarını kendi içinde ikiye ayırıyoruz:
Distributive( homojenleştirme)
Dispersive( dağılma, uzaklaştırma)
Distributive karıştırma dediğimiz, katılanların birbiri içinde en uygun şekil de karıştırılması demektir. Dispersive karıştırma ise, karışımda kullanılan taneciklerin birbirinde uzaklaştırılması anlamını taşır.
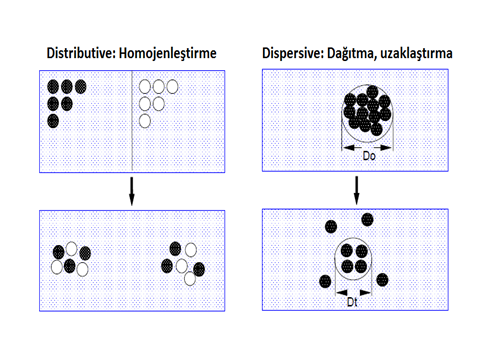
Buradan hareketle, katılan bütün katkı taneciklerinin birbirinden uzaklaştırılarak, diğer katkılar ile ne kadar homojen karıştırırsak o kadar mükemmel bir karışım veya diğer değişle masterbatch hazırlamış oluruz.
Burada masterbatch üretim süreçlerine biraz tarihsel bir bakış açısıyla yaklaşmak istiyoruz. Biline en eski karıştırma yöntemi olarak, açık silindir sistemlerini görürüz. Bu gün halen bir çok sektörde aynı sitemler kullanılmaktadır. Ancak mikron ve mikron altı karışımlarda oldukça verimsiz olan bu sistemlerin günlük hayatımızda masterbatch için kullanımı hemen hemen kalmamıştır.
Bir ileri adım olarak, kapalı karıştırıcılar kullanılmıştır. Bunlar, karışık haldeki malzemelerin bir besleme sitemi yardımıyla hazneye aktarılması ve kapalı bu haznede homojen karışım elde edilinceye kadar karıştırılması esasına dayanır. Karışım sonrasında kütle haldeki malzeme boşaltılarak sonraki proses olan şekillendirme daha doğrusu granül işlemine taşınır. Bu sistemlerde karıştırma siteminin yapısı sabittir ve formül değişikliği olduğunda etkinliği de değişmektedir.
Günümüzde artık tek veya çift vidalı ve formüle bağlı olarak konfigürasyonu değiştirilebilen ekstruder sistemleri kullanılmaktadır. Her iki sitemde çalışma prensipleri açısında farklı olmakla birlikte uygulama tipine bağlı olarak verimli bir şekil de kullanılmaktadırlar.
Tek vidalı sistemler yüksek yoğurma kapasitesi ile eksenel dönüş yanında ileri- geri hareket ederler. Çift vidalı sitemler ise kendi içinde, aynı yönde ( co-rotating) veya zıt yönde ( counterrotating) dönme kuvvetiyle karıştırma işlemini yaparlar.
Her iki sistemde de vida yapısı istenildiği şekilde değiştirilerek etkinlik ayarlanmaktadır. Bu ayarlama sayesinde, ihtiyaca en uygun formülü oluşturmak ve hazırlamak imkanı veririler.
Karıştırma sistemleri hacimsel veya ağırlık esaslı olabilir. Yada besleme öncesi bütün toz katkılar özel yüksek devirli karıştırma sitemlerinde karıştırılarak besleme yapılabilir.Makinadan ideal karışım olarak çıkan polimerik eriyik, soğutma sonrası uygun boyutta kesilerek kullanıma uygun hale getirilir.
Masterbatch üretiminde klasik bir akış şeması (besleme, makine ve kesme) aşağıda verilmiştir:

RÜSTEM POLAT
Polimer Bilimi ve Teknolojisi Danışmanı
RÜSTEM POLAT PLASTİK EĞİTİM VE DANIŞMANLIK