Hem ambalaj hem de elyaf uygulamaları sebebiyle , poliester grupta en çok kullanılan hammaddelerden biridir PET. Lineer temoplastik olarak ifade edebildiğimiz PET, polimer elde edilmesinde kullanılan kondensasyon(yoğunlaşma) dediğimiz bir tepkime sonucunda elde edilir. Bu tepkime, birden fazla bileşenin yapmış olduğu bir tepkime türüdür ve PET için terafitalik (terephtalic) asit ile etilen glikol ( ethylene glycol) kullanılır. Elde edilen PET malzemesi molekül ağırlığına ve yapısında kullanılan farklı modifiye katkılara göre şişirmelik veya elyaflık olarak piyasaya granül formunda sunulur. Bu molekül ağırlığı genelde Intrinsic Viscosity (IV) cinsinde tanımlanır.
Şeffaf olması, tokluk değerinin yeterli olması, gaz bariyer özelliğinin bulunması, PET’in ambalaj sektörü için kullanımını yaygınlaştıran özeliklerindendir. Bu özellikleri ile, ambalaj uygulamalarında cama karşı ciddi bir alternatiftir. Cam ile karşılaştırıldığında daha hafif, aynı ölçekteki ambalaja göre iç hacmi daha yüksektir.
PET malzemesinin genel özellikleri: Parlak görünümlü şeffaf ve gıda tüzüğüne uygundur. Bu sayede içindeki ürünü bütün özellikleri ile görmek mümkündür. Mekanik özellikleri yeterlidir bu yüzden, depolama, transfer ve üretim sırasında kırılmazlar ve yüksek mekanik dirençleri sayesinde karbonatlı içecekler için idealdirler. Kimyasal direnci yüksektir. Düşük gaz geçirgenliği sayesinde raf ömrü uzun ürünler için vazgeçilmez bir ambalaj malzemesidir. Termoplastik bir malzeme olarak tekrar kullanılan bir malzemedir. Çoğunlukla geri dönüşümlü olarak elyaf uygulamalarında kullanılır. Gıda tüzüğü gereği, temiz olarak geri dönüşümü sağlanırsa tekrar ambalajda kullanılma ihtimali vardır.
Ambalajda preform PET uygulamalarında önemli olan uygun malzemenin seçilebilmesidir. Yalın haldeki PET (sadece etilen glikol ve terafitalik asit birleşimi), kullanılabileceği gibi içerisine belli bazı özeliklerin geliştirilmesi için bazı katkıların katıldığı türleri de kullanılabilir. Katkısız olan PET yüksek erime sıcaklığı ve en sağlam olanıdır. Yapısına bazı monomerik katkılar katılanlar ise, daha düşük erime sıcaklığı, daha düşük kristalleşme hızı ve daha parlak özellikler gösterirler. Karbonatlı içecekler için yüksek IV (intrinsic viscosity) değerli PET hammaddeler kullanılırken, şeffaflığın öne çıktığı su için daha orta seviyede IV (intrinsic viscosity) değerli PET malzemeler tercih edilir. Eğer sıcak dolum yapılacak ise bu duruda da Tg (glas transition) değeri yüksek ve hızlı kristalleşme gösteren tiplerin tercih edilmesi gerekmektedir. Bazen PET ambalaj içindeki malzemenin UV ışığına karşı korunması gerekebilir. Böyle durumda enjeksiyon sürecinde katılacak UV katkıları ve bazen de renklendiriciler ile bu ihtiyaç giderilmiş olur.
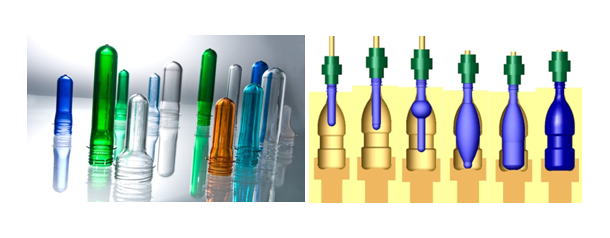
PET Preform Üretimi:
Hız, hacim, lojistik ve ekonomik unsurlar sebebiyle daha çok iki adımlı bir proses yöntemi ile üretim gerçekleştirilir. Bu adımlar önce enjeksiyon, arkasından şişirme ile devam eden süreçtir. Enjeksiyon prosesinde PET preform dediğimiz ve deney tüpüne bezeyen yapıda üretim geçekleştirilir. Bu ürünler daha sonra tekrar bir termal işleme maruz bırakılarak şişirme makinasında basınçlı hava ve itici piston yardımı ile soğuk kalıpta şekillendirilmesi esasına dayanır.
PET, neme karşı duyarlı bir termoplastiktir bu sebeple enjeksiyon öncesi çok iyi kurutulmalıdır. Yeterli kurutmanın sağlanabilmesi ve kaliteli bir imalat için mutlaka kuru havalı kurutucu dediğimiz sistemlerde faydalanılmalıdır. Bu sistemler, havadaki nemi ayırdıktan sonra, nemsiz sıcak havayı sisteme aktarıp malzemedeki nemin çok daha etkin şekilde uzaklaştırılmasını sağlayan kurutma sistemidir. Konvansiyonel kurutma sistemleri ortam havasını ısıtarak aktardığı için, PET gibi hidroskopik (neme karşı duyarlı) dediğimiz hammaddelerde yetersiz kalan sistemlerdir. Kurutulmuş malzeme, yine açık ortama maruz bırakılmadan enjeksiyon makinasına aktarılarak, deney tüpü formundaki kalıp boşluğuna yapılan enjeksiyon sonrasında üretim geçekleştirilmiş olur. Preform imalatında kullanılan kalıplar çok gözlü kalıplardır. İşin ekonomik boyutu ve parçanın boyutuna göre kalıbın ölçüsü ve göz sayısı değişir.
PET işleme sürecindeki en dikkat edilmesi gereken konu, yan ürünlerin oluşmamasıdır, daha doğrusu oluşturulmamasıdır. Doğal işleme sürecinde oluşacak asetaldehit, içeceklerde hoş olmayan bir koku ve ambalajın içinde bulunan ürüne göre de farklı bir tat algısı oluşturacaktır. Normal şartlarda meyve suyu ve asitli içeceklerde algılanması çok zor olan bu durum, su ambalajlarında kendini belli eder. Proses sürecinin bir sonucu olarak ortaya çıkan bu durumdan kurtulmak için, üretim şartlarının ve proses sırasında hammaddenin makina içinde kalma süresinin (residence time) çok iyi ayarlanması gerekmektedir. Mümkün olan en düşük sıcaklıklarda işlemek bu durumu azaltacaktır. Ancak sonuçta tamamen yok etmeyecektir. Bunun için de uygun viskositedeki PET’in seçilmesi kritiktir. Genelde düşük IV (intrinsic viscosity) değerli PET’lerde bu sorun en aza indirilmiş olacaktır. Bu şartlarda bile bitmiş ürünlerin nakliye ve depolama koşulları göz ardı edilmemelidir. Çünkü az da olsa üretim sırasında çıkacak asetaldehit, PET matriksi içinde çözünmüş olacaktır. Ortam ısısına göre zamanla migrasyon yapıp temas halindeki sıvıya geçmesi mümkündür. Özellikle su ambalajında PET kullananların, bu problemden kurtulmak için bazen işlenecek malzemeye asetaldehit tutan ve etkinliğini ortadan kaldıran katkılar ekler. Böylece oluşan asetaldehit migrasyon yapamaz ve koku oluşumu çok büyük oranda ortadan kaldırılmış olur. Bu, aynı zamanda kalıplamayı ve optik özellikleri de olumlu etkiler. Malzemenin boyanması daha kolay olur ve istenen renklerin elde etmek daha kolay sağlanmış olur.
Bir termoplastik olarak PET geri dönüşümlü kullanılabilen malzemedir. Direkt gıdada kullanımının kısıtlı olduğu yerlerde daha çok sentetik elyaf yapımında kullanılarak değerlendirilmektedir.
RÜSTEM POLAT
Polimer Bilimi ve Teknolojisi Danışmanı
RÜSTEM POLAT PLASTİK EĞİTİM VE DANIŞMANLIK